MB-46VA/VB

- 达到比预期更高的生产效率的高刚性结构
-
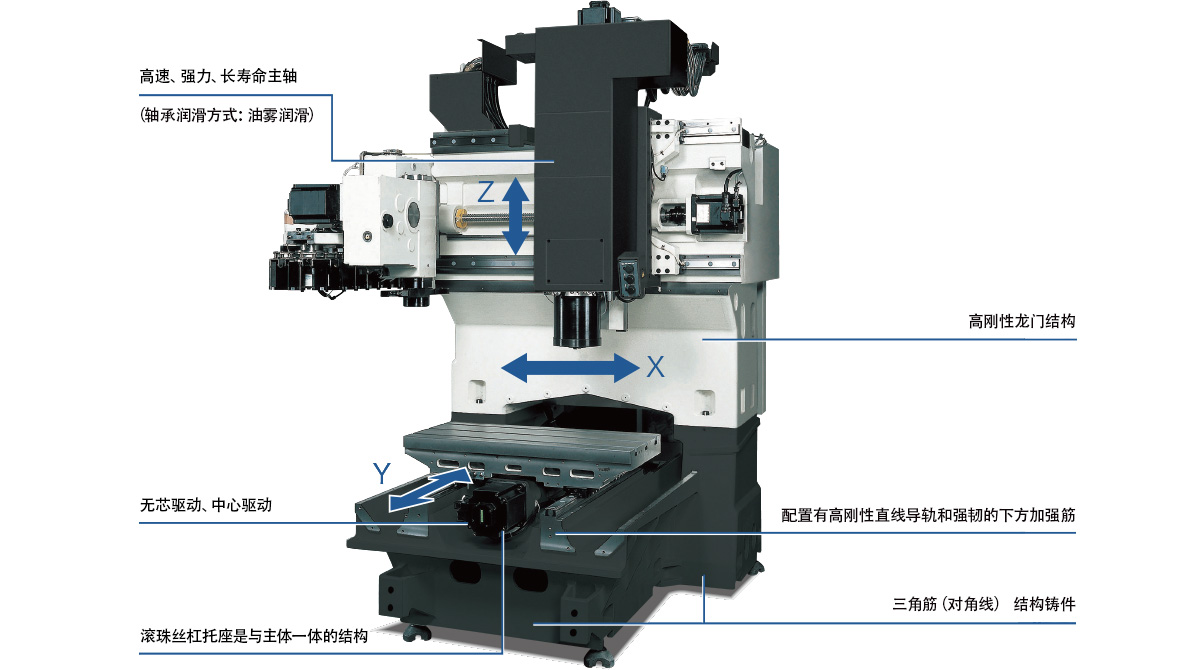
- ・应用三维计算机辅助设计(3D-CAD)和FEM有限元解析所开发的高刚性机床结构
- ・采用成熟的高刚性龙门式结构
- ・进给轴的轴承支座与机床形成一体结构
-
- 轻松驾驭重切削的强力主轴
-
- 切削能力
-
504cm3/min(面铣加工)
672cm3/min(侧铣加工)

| 刀具 | 主轴转速 min-1 |
切削速度 m/ min |
进给速度 mm /min |
切削宽度 mm |
切削深度 mm |
切削量 cm3 /min |
|
|---|---|---|---|---|---|---|---|
| ø80面铣刀 8刃(金属陶瓷) | 895 | 225 | 2,600 | 56 | 2.5 | 364 | |
| ø20铣刀 7刃(硬质合金) |
侧面 | 3,660 | 230 | 4,300 | 4 | 20 | 344 |
| ø50不重磨钻头 | 1,000 | 157 | 150 | - | - | - | |
| 丝锥 M30P3.5 | 318 | 30 | 1,113 | - | - | 60% (主轴负荷) |
|
(工件材料:S45C)
| 刀具 | 主轴转速 min-1 |
切削速度 m/ min |
进给速度 mm /min |
切削宽度 mm |
切削深度 mm |
切削量 cm3 /min |
|
|---|---|---|---|---|---|---|---|
| ø80面铣刀 8刃(金属陶瓷) | 895 | 225 | 3,000 | 56 | 3 | 504 | |
| ø20铣刀 7刃(硬质合金) |
侧面 | 4,000 | 251 | 4,800 | 7 | 20 | 672 |
| ø63不重磨钻头 | 720 | 142 | 108 | - | - | - | |
| 丝锥 M30P3.5 | 318 | 30 | 1,113 | - | - | 66% (主轴负荷) |
|
(工件材料:S45C)
| 刀具 | 主轴转速 min-1 |
切削速度 m/ min |
进给速度 mm /min |
切削宽度 mm |
切削深度 mm |
切削量 cm3 /min |
|
|---|---|---|---|---|---|---|---|
| ø80面铣刀 8枚刃(金属陶瓷) | 895 | 225 | 3,000 | 56 | 3 | 504 | |
| ø20铣刀 7刃(硬质合金) |
侧面 | 4,000 | 251 | 2,800 | 12 | 20 | 672 |
| ø63不重磨钻头 | 909 | 180 | 137 | - | - | - | |
| 丝锥 M36P4 | 106 | 12 | 424 | - | - | - | |
(工件材料:S45C)
Copyright © 2018 南京斯瑞恩机电设备有限公司. All Rights Reserved.
